
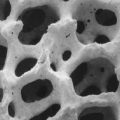
Malaysia China Foundry Filter can effectively remove various micro-scale inclusions in aluminum melt. The molten aluminum forms a stable laminar flow, which is conducive to filling. The Aluminum Furnace Filter has a unique three-dimensional structure, good mechanical strength and chemical stability, and excellent aluminum corrosion resistance. Strictly control the pore size and through-hole rate to obtain a stable filtering effect. There are sealing ceramic fiber gaskets around the foam ceramic filter plate to help seal the ceramic filter plate in the filter box.
The filtration efficiency of Malaysia China Foundry Filter is closely related to its correct installation and use. At the same time, due to the filtering process, conventional and necessary measures have been taken in smelting, furnace treatment and casting operations to reduce the appearance of inclusions. It is also necessary to prevent re-contamination of the filtered molten aluminum.

How to Install the Porous Ceramic Foam Filters
1. Correctly choose porous ceramic filter:
The selection of filter plate size and hole number specifications must consider factors, such as the flow range of the specific casting type, the maximum level of metal during the filtration process, the total filtration volume and the cleanliness of the original aluminum liquid.
2. The pretreatment of melt filtration cannot be ignored:
For example, conventional slag cleaning and furnace refining in aluminum melting furnaces and holding furnaces. In particular, the online degassing device is still necessary, because it can not only reduce the hydrogen content in the melt, but also remove some non-metallic inclusions.
3. The filter plate must fit the square refractory filter box:
The adaptation of the two makes it easy to seal, which not only prevents metal from flowing into the casting box from the gap without being filtered, but also prevents the foam filter plate from being too light and floating in the aluminum water to cause failure.
4. Need to warm up before use:
Preheat to remove moisture and facilitate preliminary filtration. Electric heating or gas heating can be used for preheating. Normally, it takes about 15 minutes.
5. In the normal filtering process, there is no need to discharge the slag to avoid the knocking and vibration of the filter plate. At the same time, the launder should be filled with molten aluminum to avoid excessive interference with molten aluminum.
6. After casting, put the metal into the launder and filter plate. A vibrator was placed on the filter plate and vibrated for one minute. It can shake off about 75% of the remaining liquid metal from the filter plate.
7. Finally clean up for four weeks, and remove the filter plate after curing.
Related posts:
 Indonesia China Foundry Filter
Indonesia China Foundry Filter
 Nepal China Foundry Filter
Nepal China Foundry Filter
 Bangladesh China Foundry Filter
Bangladesh China Foundry Filter
 Cambodia China Foundry Filter
Cambodia China Foundry Filter
 Laos China Foundry Filter
Laos China Foundry Filter
 Vietnam China Foundry Filter
Vietnam China Foundry Filter
 Philippines China Foundry Filter
Philippines China Foundry Filter
 Cyprus China Foundry Filter
Cyprus China Foundry Filter
 Bhutan China Foundry Filter
Bhutan China Foundry Filter
 East Timor China Foundry Filter
East Timor China Foundry Filter
 Uzbekistan China Foundry Filter
Uzbekistan China Foundry Filter
 Buy Ceramic Filter Malaysia
Buy Ceramic Filter Malaysia
 Turkmenistan China Foundry Filter
Turkmenistan China Foundry Filter
 Foundry Ceramic Filters Malaysia
Foundry Ceramic Filters Malaysia
[…] choose Porous Ceramic Foam Foundry Filter to improve the cleanliness of aluminum melt 1. The selection of the ceramic foam filter board is […]